
Рецепт днища

На «Атоммаше» в конце октября завершили изготовление днища реактора для второго блока турецкой АЭС «Аккую». «СР» показывает весь процесс производства детали: как из стальной трубы получается часть реактора.
ЭТАП 1
Днище формируется из бесшовной плоской круглой заготовки диаметром 6 м и толщиной 300 мм. Получить такую заготовку можно только при разгибе трубной детали: листовые поковки таких размеров нетранспортабельны, а технология изготовления днища не допускает сварных соединений на изделии. Чтобы разогнуть бесшовную кованую трубную заготовку и превратить ее в лист, на первом этапе из нее вырезают узкую часть по всей длине.
ЭТАП 2
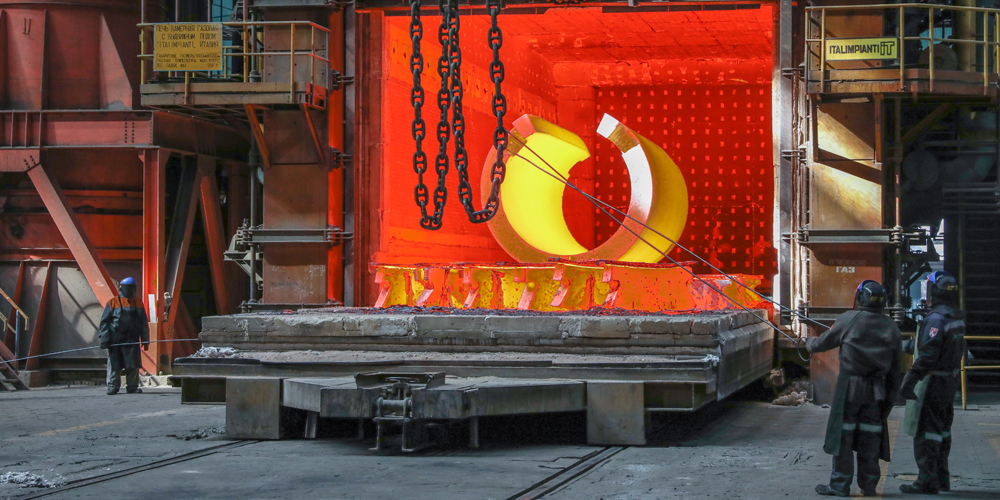
Затем кованую стальную трубную заготовку укладывают в печь, развернув ее вырезом наверх, и нагревают до максимальной температуры 1100 °C.

ЭТАП 3
Горячую заготовку с помощью крана помещают на стол листоштамповочного пресса с усилием 15 тыс. тонн-сил. В разрез заводят первую, самую узкую оснастку для разгибки и начинают давить, труба немного расходится по краям.

ЭТАП 4
В разрез заводится второй листоштамповочный пресс, который разгибает трубу еще больше. Усилие пресса — около 10 тыс. тонн-сил. Основное условие при разгибке — температура заготовки должна быть не менее 800 °C.
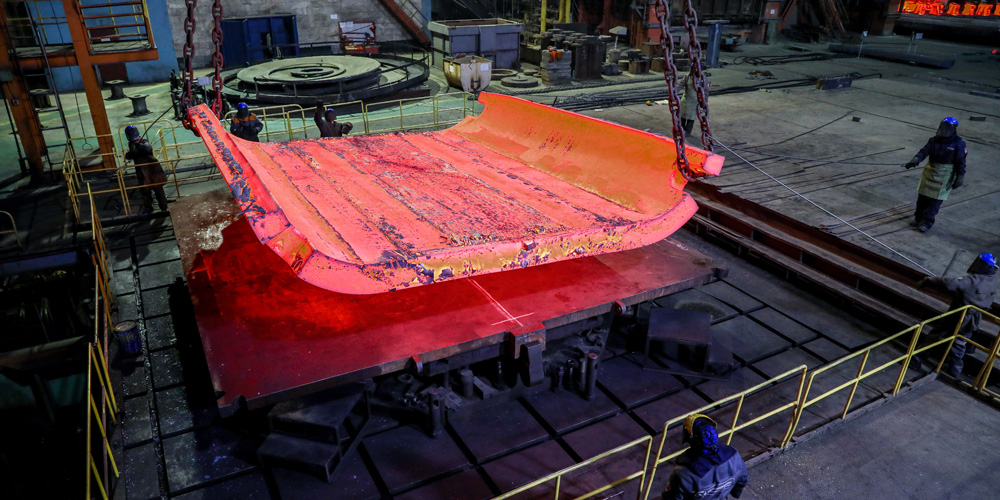
ЭТАП 5
Заготовку снова нагревают в печи в течение нескольких часов. После отправляют на окончательную разгибку, при которой используется самый широкий листоштамповочный пресс. Усилие пресса максимальное — 15 тыс. тонн-сил. Трубная заготовка превращается в квадратный лист.

ЭТАП 6
Из готового стального листа вырезают круглую заготовку, из которой затем на том же листоштамповочном прессе формируют днище атомного реактора.

ЭТАП 7
На отштампованное днище устанавливаются температурные датчики. Деталь отправляют в печь на термическую обработку, чтобы получить требуемые свойства металла.
Есть интересная история?
Напишите нам





